Процесс производства стальных решеток включает в себя несколько критических этапов, чтобы конечный продукт был долговечным, надежным и соответствовал необходимым спецификациям. Вот подробный обзор каждого этапа этого процесса:
Материал
На начальном этапе производства стальных решеток необходимо выбрать подходящий тип стали, например, низкоуглеродистую сталь, нержавеющую сталь или алюминий, в соответствии с предполагаемым использованием и условиями окружающей среды. Возможны следующие варианты: гладкий плоский стальной пруток для обычных решеток, зазубренный пруток для противоскользящих поверхностей во влажных помещениях и двутавровый пруток для легких, но прочных конструкций, ориентированных на снижение веса. После этого проводится проверка качества, которая гарантирует, что сталь соответствует основным стандартам по составу и прочности.
Сварка
Сварка играет важную роль в производстве стальных решеток и зависит от типа прутка: гладкий плоский, зубчатый или двутавровый. Гладкие плоские стальные прутки обычно подвергаются контактной сварке, при которой применяются давление и ток для получения равномерного и прочного соединения. Зазубренные прутки с неровной поверхностью требуют точного выравнивания при контактной сварке, что требует регулировки сварочной головки и давления, а также тщательного контроля соединения. Для I-образных прутков, отличающихся формой, используется либо контактная сварка, либо специализированные методы, в которых основное внимание уделяется правильному выравниванию фланцев с поперечными стержнями и решению проблем распределения тепла и давления для получения прочного сварного шва.
- Целостность сварного шва: Для сохранения структурной целостности решетки очень важно, чтобы сварные швы были прочными и одинаковыми для всех типов прутков.
- Контролируемая среда: В зоне сварки не должно быть загрязнений, которые могут снизить прочность сварного шва.
- Требуются специалисты: Квалифицированные сварщики очень важны, особенно для сложных типов прутков, таких как зубчатые или I-образные прутки.
- Проверка и испытания: После сварки решетка подвергается тщательной проверке и потенциальным испытаниям (например, нагрузочным), чтобы убедиться, что сварка соответствует необходимым стандартам.
Резка
- Гладкий плоский стальной пруток: Резка с помощью кислородного топлива, плазменной резки или ножниц. Плазменная резка предпочтительнее для точности и чистоты краев.
- Серрейторный (зубчатый) пруток: Требует тщательной резки из-за неровной поверхности; для обеспечения точности часто используется плазменная резка. важно сохранять постоянство и функциональность зазубрин.
- I Bar: Уникальная форма требует прецизионных методов резки, таких как лазерная резка или прецизионная резка пилой.
- Общие рекомендации по резке: Обеспечьте точность размеров и ровные края. Минимизируйте отходы материала и поддерживайте оборудование для чистого реза. Обращайтесь с материалами должным образом и обеспечивайте безопасность во время резки.
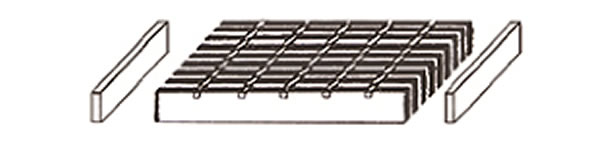
Сварка торцевых пластин
Торцевые пластины добавляются в соответствии с требованиями проекта, с учетом типа используемого бруса для обеспечения правильного выравнивания и целостности конструкции.
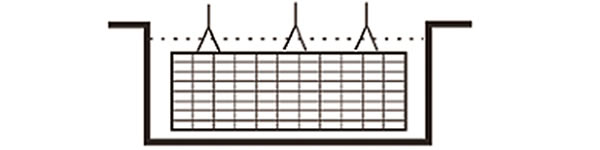
Горячее цинкование
Выбранный тип стального прутка подвергается оцинковке для повышения коррозионной стойкости. Процесс остается в основном тем же, хотя при этом учитываются различные формы и текстуры, особенно в случае зубчатых прутков.
Упаковка
После процесса оцинковки решетки тщательно упаковываются. Способ упаковки может варьироваться в зависимости от типа прутка и размера решетки.
Транспорт
Наконец, упакованные стальные решетки транспортируются к месту назначения. Способ транспортировки выбирается в зависимости от размера и количества решеток, а также расстояния до места доставки.

Материал

Сварка

Резка
Сварка торцевых пластин
Горячее цинкование

Окончательная отгрузка
